 |
|
 Главная
Главная- Анатомия ножа
- Ножны
- Мастерская
- Материалы
- Процесс изготовления
 Заточка
Заточка- Темляк
- Ковка
- Дамасская сталь
- Булат
- Мокуме Гане
- Ювелирное дело
- Травление
- Химия
- Ножевой бой
- Ножевые интернет ресурсы
- Онлайн магазины
- Чертежи
- Книги
- Делаем первый нож
- Национальные ножи
- История ХО
- Нож. Общая информация.
- Knifehelp благодарит
- Последние обновления
Ошибки при заточке
Тема с
![]()
Василий aka Mutant
(очень противным голосом, с подвыванием)
Люди добрыя-а! Простите, что обращаемся к вам!
Сами мы не местныя... Поможите, кто чем может!
Идея появилась давно - как-то попытаться собрать наиболее типичные случаи, когда заточка не удается. Вроде бы все как обычно - а нож либо изначально не режет как должно, либо теряет остроту после одного-двух резов. Или же нож из хорошей стали, от известного производителя по стойкости РК необъяснимо проигрывает чему-то вполне заурядному...
Отсутствие умения внятно объяснить, и нередко, непонимание причин происходящего, отсутствие времени (читай - природная лень), успешно тормозили сей процесс, пока серьёзная эстонская ножевая мафия с knifehelp не сказала "Надо!". Попытки откупиться статьями Владимира Дмитриевича, ссылками на статьи С.Митина дали кратковременный эффект.
Вы можете хранить молчание. Все, что Вы скажете, может быть использовано против Вас в суде (зачеркнуто), использовано в публикациях на knifehelp.net. И вообще, все, что Вы пишете в интернете, может быть использовано кем угодно, когда угодно, и для чего угодно...
Все написанное - это не безусловная истина, а только мое представление о причинах и последствиях.
Буду весьма признателен за конструктивную критику - что неправильно, непонятно, а также за уточнения, объяснения, дополнения и собственные примеры.
Самую распространенную ошибку - обдирание клинка на высокооборотистом электронаждаке с местным отпуском РК описывать не вижу смысла. Кто хоть немного интересуется заточкой, знает, почему этого не стоит делать. Или же всё-таки надо - как вы считаете? Ладно, попробую.
Чисто для увеличения объема статьи в черт знает какой раз написать, что если вы видите искры, то это ничто иное как разогретая стружка. И если она светится на воздухе, когда ее уже ничего не греет, то это означает, что в зоне резания, где она образуется, температура получается порядка 1000*. И избежать структурных превращений, или попросту неконтролируемого отпуска, пусть и очень тонкого прилегающего слоя металла никак не удастся. При подходе же к самой РК дело осложняется тем, что часть тепла, которая в более толстом месте клинка оттягивалась в металл за счет теплопередачи, деваться некуда, и она приводит к более сильному местному разогреву, вплоть до появления цветов побежалости на самой РК. Это не смертельно, пожалуй, только для быстрорезов, но и для них тоже нежелательно.
Выход же на РК отпущенного слоя металла (к тому же с неизбежными механическими дефектами - рисками, задирами, микротрещинами) быстро приведет к разрушению РК - отпущенный металл значительно легче сминается и выкрашивается. И мы очень быстро снова имеем тупой нож.
Подозреваю, что именно с этим связана пониженная стойкость "заводской" заточки некоторых ножей (но это совсем не обязательно). Перегрев, местные прижоги могут быть не видны, но они провоцируют сколы и выкрашивания, и нередко пользователь делает вывод - плохая термообработка (что, в общем-то справедливо), но не подозревает, что это исправимо.
Это только мои предположения, без металлографических исследований и не зная технологии точно сказать трудно, так это или нет, но неоднократно случалось, что после переточки клинок гораздо лучше держал РК.
Метод исправления: снимать припуск 0,1-0,5 мм (иногда больше) вручную или на низкооборотистом камне, без опасности перегрева.
У наждака есть еще один недостаток - он снимает металл очень быстро. Дело в том. что при небольших скоростях резания работают как резцы только зерна с острыми гранями, близкими к 90*, а остальные эерна, с более тупыми углами мнут и царапают металл в зоне контакта. С увеличением скорости резания стружку режут уже и зерна с более тупыми углами.
И именно поэтому у болгарок стараются делать обороты побольше - сколько может выдержать круг без опасности разрыва. И достаточно уменьшить скорость резания (поставить на мощную болгарку меньший круг, или же он сносился) - и эффективность реза заметно снижается.
Так вот, поскольку наждак быстро снимает металл, очень легко получить ямы на обрабатываемой поверхности. Посильнее прижал в одном месте, чуть уменьшил или увеличил скорость перемещения клинка относительно камня, отвлекся, дрогнула рука - изменился угол... И для исправления приходится снова снимать металл, иногда довольно много. И, естественно, клинок очень быстро стачивается - уменьшается ширина, увеличивается толщина подводов, изменяется профиль клинка.
У низкооборотистых кругов (порядка 50-200 об/мин) вышеперечисленных недостатков нет, или же они значительно меньше выражены. Так что ручное точило, или наждак с понижающим редуктором гораздо больше подходят для заточки ножей. А если еще добавить охлаждение (на высокооборотистых кругах оно больше разбрызгивается, чем охлаждает) то совсем хорошо.
Итак, собственно, ошибки.
Да, примеры на фото несколько утрированы, для большей наглядности, чаще это менее заметно. Большинство этих ошибок на глаз не видны, определяются по косвенным признакам или с применением микроскопа.
Одна из главных причин - торопливость. Когда поскорее хочется получить заточенный клинок, часто желаемое принимается за действительное. Есть соблазн пропустить некоторые "несущественные" операции - промывку (или протирку) при смене абразива, усилить нажим, "чтобы быстрее шлифовалось", и т.д.
1. Недотачивание.
Заусенец , с хрустом бреющий волосы (он действительно очень острый, но, жаль, не очень стойкий) принимается за хорошую заточку.
Чаще всего бывает, когда после относительно мягких сталей (50-53 HRC) приходится точить более твердые (58-60 HRC). На мягких материалах демонстрирует чудеса остроты, на относительно твердых (деревянная разделочная доска) пропадает после 1-2 резов.
Собственно РК имеет большую толщину, и возникает впечатление очень быстрого затупления клинка.
Бывают и исключения. Несколько раз попадался очень стойкий заусенец.
На фото - остатки сточенных и замятых ДВУХ заусенцев.
Исправление: 1а. точить на грубом абразиве до пересечения фасок.
1б. Сделать еще одну, совсем узенькую фаску под менее острым углом тонким абразивом.
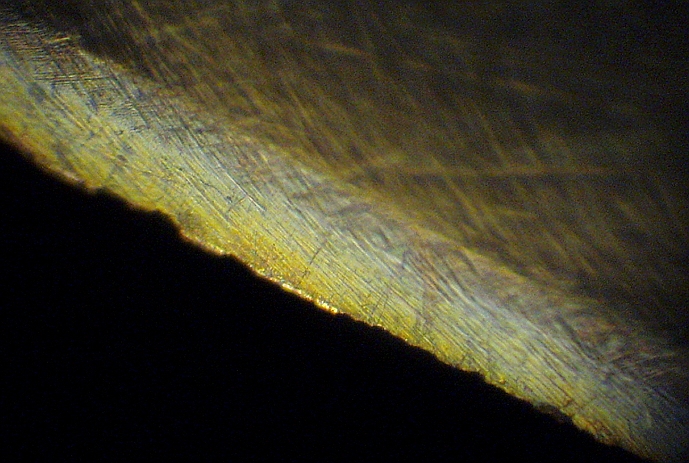
2. Заваливание РК на грубом абразиве.
При работе с узкой фаской "на руках" небольшое "гуляние" угла - не редкость, сложно держать угол постоянным.
Такое же влияние может оказывать и сработанный камень (с ямой в середине). Фаска получается не плоской, а слегка выпуклой, линзовидной.
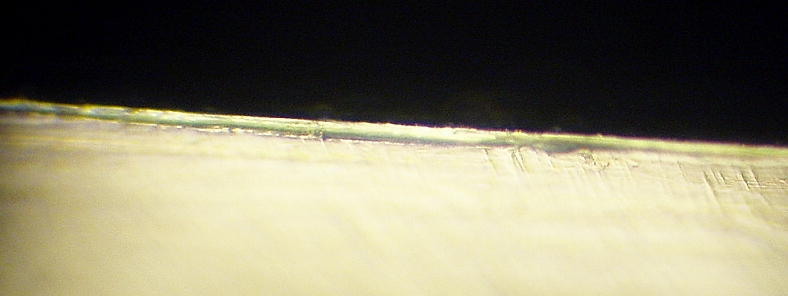
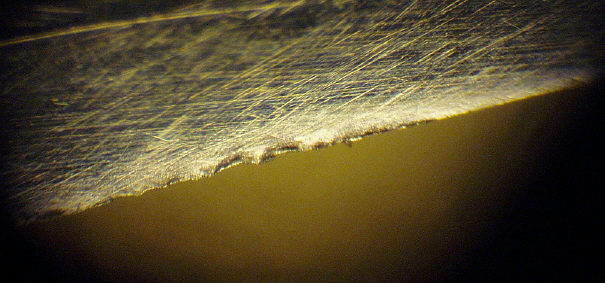
Когда же переходишь на мелкий абразив, получается так:
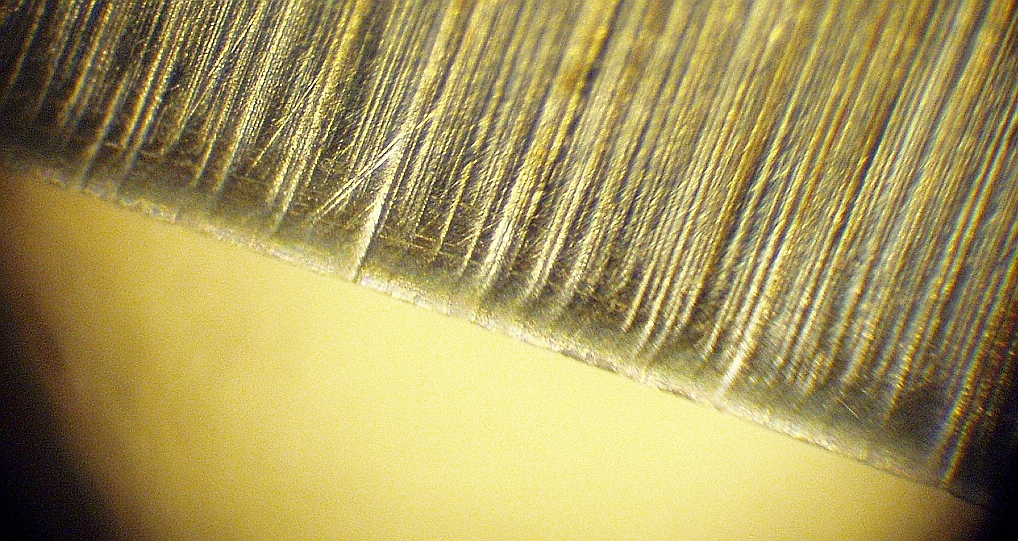
Светлая полоска около РК не точится, шлифуется только фаска. При увеличении это более заметно:
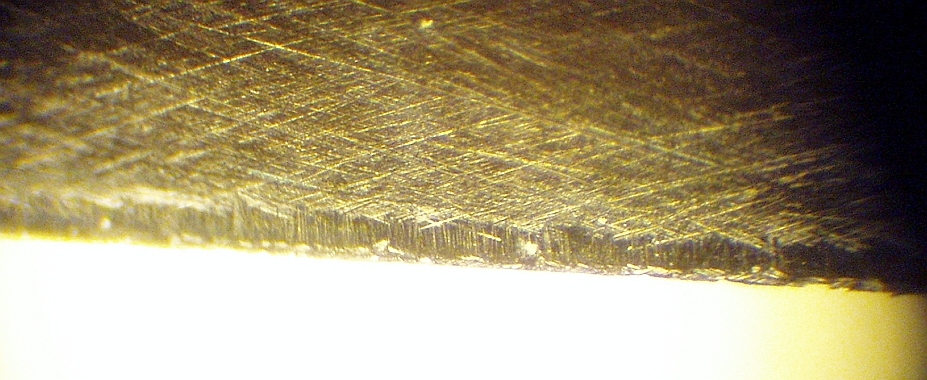
И усилия по удержанию угла, контролю усилия нажима - все пропадает зря, РК не точится. Выровнять же фаску мелким абразивом - занятие на усидчивость. Стоит ли?
Исправление: 2а. точить на грубом абразиве до пересечения фасок.
2б. Сделать еще одну фаску под менее острым углом тонким абразивом.
3. Грязь на клинке при смене абразива.
Стружка, осколки грубого абразива загрязняют более мелкий, оставляют грубые царапины на фаске, приводят к выкрашиванию РК.
Надеюсь, способы исправления понятны?
4. Сильный нажим при заточке.
По-видимому, приводит к изгибанию РК, при смене стороны происходит изгибание в другую сторону, и как результат - обламывание или выкрашивание РК.
Да, вполне возможно, что такой же эффект получается при перекосе клинка относительно бруска с нескругленными краями.
Исправление: 4а. Уменьшить нажим на абразив.
4б. Сделать еще одну фаску под менее острым углом тонким абразивом.
5. Похожий результат получается, когда неправильно выбран угол заточки для конкретной стали и данного материала для резки. То есть, стремясь получить легкий рез, уменьшаем угол заточки (скажем, с заводского 40* на любимый 25*, или даже 20*). Опять же, на твердом материале получаем заминание и обламывание РК.
Готового примера не было, пришлось построгать гвоздь.

Повреждений на РК почти не видно, но они есть.
И при более продолжительной работе, повреждений будет больше. Это достаточно быстро может еще "вылечиться" мусатом.
Как выбрать правильный угол в зависимости от стали, разрезаемого материала и личной манеры работы ножом - сказать сложно. Общие рекомендации - 20* для тонких работ, 30* для средних и 40-45* для грубых - слишком неопределенно. Скажем, один человек бережет ножик так, что боится порезать им что-либо сколько-нибудь твердое, например, деревяшку с сучками. А другой считает, что уж тонкие кости нож резать должен, иначе нафига он вообще нужен?
Но можно приблизиться к оптимальному углу в процессе реза-заточки.
Дело в том, что при эксплуатации, который конкретный человек для ножа считает нормальной, слишком тонкая РК замнется или обломится. И в результате останется та толщина РК, которая способна с успехом выдерживать прилагаемые нагрузки.
Вот, пока как-то так...
Комментарии в теме:
Nikolai K:
Избыточное давление на самом деле порождает даже еще больше проблем, чем описал Василий.
quote:
Originally posted by Mutant:
Общие рекомендации - 20* для тонких работ, 30* для средних
не советую точить европейские ножи из обычной стали на угол меньше 35 градусов
я много экспериментировал и с современными и с антикварными,
результат один и тот-же --- не годится заточка в 25 градусов
для умеренно твердых сталей (с твердостью 56 HRC и меньше)
такие ножи, будучи заточенными на более острый угол ножи режут хуже
думаю, что это из-за недостаточной жесткости
то есть недостаточно жесткое полотно ножа в зоне РК дает волну (прогибается) и это снижает режущую способность, так как контакт на РК получается не такой жесткий, рука все это хорошо чувствует
для очень твердых сталей еще более-менее годятся очень острые углы, но твердость должна быть 58HRC и больше
речь идет о угле под которым сходятся подводы (или микроподводы, если они есть) на кромке, то есть именно о угле заострения
Dmitrich:
Доброго всем здоровья!!!
Василий, огромное спасибо за этот материал - Вы прошли по этим граблям, и теперь я могу поведать нечто для Вас большее. До этого не поняли бы - слишком очевидно и просто.
Работая на водниках, да и вообще на неподвижном абразиве Вы не в силах контролировать, где Вы обрабатываете сходы (фаски) и доходят ли риски от меньшей зернистости до кромки, либо мелкое зерно обрабатывает сход в районе ребра со спуском не трогая РК. Контроль этот возможен либо с применением приспособлений - увеличиваете угол со сменой зерна на 1градус на неподвижном абразиве, либо доводка по бликам, к которой пытаюсь Вас подвести. На семинаре ребята обратили внимание на мои слегка выпуклые сходы - это и есть изменение угла в процессе доводки, о чем я там и говорил. Итог - на РК гарантированно не должно выходить ничего от обдирке и пред. заточки, но только доводка.
Обдираю на тихом круге, после чего обязательно прохожу Арканзасом или плоским стеклом, можно и плиткой КМД ВДОЛЬ РК и это, повторяю, после каждой смены зерна и окончательно довожу уже по бликам - тяну их только в районе РК - отсюда и небольшая выпуклость у меня на сходах. Продольное сглаживание веду с водой, усилие минимальное до появления блеска на вершинах крупных рисок и стараюсь сгладить мелкие -полное уничтожение предыдущих наклепов и всяких бяк, с + выравниванием РК.
При пред. заточке и окончательной доводке, направление штрихов, как я писал , 45градусов к а касательной РК. Довожу окончательно притирами, и блик от финиш притира не идет дальше 1/3 схода от РК, усилия нажима минимальные, съем мизерный, но гарантировано на кромке.
Чем быстрее придете к подконтрольной обработке с приспособлениями или по блику тем меньше у Вас возникнет вопросов.
Еще раз - полный контроль зоны обработки на сходах при окончательной доводке.
Mutant:
А можно поподробнее - имеются в виду только кухонные ножи, или всевозможные? И волна - как у бритвы на ногте, или по-другому?
Пожалуй, соглашусь, если фаски 25*на самой РК - маловато, 30* уже лучше, 35-45* совсем хорошо.
Увы, у меня нет нормальной статистики - точеные ножи либо вообще не возвращаются, либо возвращаются через год-полтора, в весьма сработанном состоянии. И самое интересное - процесс начальной потери остроты оценить не представляется возможным. То есть как это происходит, выкрашиванием, или смятием, загибанием РК с последующим обламыванием, и насколько быстро - не знаю. Дальше уже понятно, происходит зашлифовывыние, заоваливание РК с пластической деформацией разрезаемым материалом и/или подложкой.
С твердыми сталями сталкиваться не приходилось. Роззелевская UHC особо твердой не показалась, да там и линза с окончательным углом градусов 40, если не больне.
Может, рано я этот вопрос поднял?
Dmitrich:
Получение безукоризненной и красивой заточки требует много внимания, казалось бы, к простыв вещам. Как не пытался Вам внушить, что в доводке нет пустяков, попытки мои не увенчались успехом - простое и очевидное оказалось трудно применяемым, хотя все Вы это знаете.
Попытаюсь еще раз указать на некоторые пустяки.
Работая на любом бруске, надо всегда держать его ровным и поправлять, как японцы в процессе работы, а не по случаю свободного времени. Камень с крупным зерном изнашивается больше и быстрее, появляется седловина, которая сразу на обдирке скругляет фаску даже с приспособлениями, по этому грубый камень должен быть заправлен в первую очередь, особенно мягкий - проще ловить фаску. Вот за это я люблю притиры и керамики - долго держат форму. Полученная на обдирке выпуклость вредит следующим операциям - при более мелком зерне съём металла за проход меньше, добиваясь заусенца, Вы еще больше увеличиваете округление и:, что получаете на выходе - трудно понять.
Прошу не обижаться - я сам такой - и знаю, но все равно авосьничаю.
Округлость фаски получается еще в результата неравномерного усилия нажима, конторе должно быть постоянным во время всего прохода - знаю, но и сам иногда это не контролирую, и приходится исправлять.
Доведу до Вас методу исправления выпуклости фаски, которая содержит в себе исключение из правил и применять его надо с головой и только для выравнивания схода, но не для заточки. Этому методу меня научили мои наставники и приказали не держать его за глину для печника, которого она выручает при косяке.
Как не покажется это диким, но выправить фаску можно продольным перемещением абразива, т.е. работать вдоль РК - угол держать на много проще.
После обдирки, пройдите сначала вдоль РК следующей сменой зерна, но после заточите на нем, как надо - не допустив к кромке продольных рисок, и так со следующим зерном, кончая всегда нормальным направлением заточки, даже и на керамиках. Это помогает всегда поймать фаску на бруске и проконтролировать зону обработки - легко видеть как и где рисками заточки убираются продольные риски.
Уважаемые коллеги, самая основная ошибка при заточке и доводке есть не соразмерное усилие нажима клинка на абразив или абразив на клинок. Начинайте со слабого, почти с никакого, нажима и, увидев риски от оного, Вы поймете, где Вы работаете на сходе (фаске) и вовремя внесете коррекцию в свои действия.
Про защитную ленту на спусках очень полезное напоминание. В свое время оно меня привело к удивительному открытию, которое я, осердясь, описал тут:
Пост от 04 окт 2007, 11:42.
Кстати, очень полезная ветка, Вам всем на будущее.
В большинстве случаев, ощущения не проявляются, когда Вы работаете не в районе РК, а где-то на фаске. Выпуклость фаски не дает возможность гарантировано работать на РК. Писал о продольных рисках между переходами. Они наводятся очень слабым нажимом, и когда начинаете их убирать нормальной заточкой, еще раз повторяю,
слегка нажмите и сделайте движение заточки - по основным рискам определите, где Вы работаете.
Рекомендую для тренировки положить, в начале, на брусок полоску тонкого картона и сделать несколько движений заточки на ней с почти никаким нажимом, найдя, тем самым, угол наклона, при котором РК только-только начнет цеплять картон. Зафиксируете этот угол и продолжайте уже на бруске. Это положение может быть откорректировано Вами - чуть назад и Вы исправляете фаску, чуть вперед и Вы меняете в сторону увеличения угол заточки при переходе на тонкий абразив. Уверен, Вы с этим разберетесь.
Ловить блик легко, когда лампа светит вдоль Вашей груди, или перпендикулярно ей - только блики поменяют цвет, но это самый точный способ контроля места обработки.
Начинайте вести блик с малым нажимом.
Удачи!!!