 |
|
 Главная
Главная- Анатомия ножа
- Ножны
- Мастерская
- Материалы
 Процесс изготовления
Процесс изготовления- Заточка
- Темляк
- Ковка
- Дамасская сталь
- Булат
- Мокуме Гане
- Ювелирное дело
- Травление
- Химия
- Ножевой бой
- Ножевые интернет ресурсы
- Онлайн магазины
- Чертежи
- Книги
- Делаем первый нож
- Национальные ножи
- История ХО
- Нож. Общая информация.
- Knifehelp благодарит
- Последние обновления
Изготовление ножа со всадным мотажет от Сергея Михайловского SMIX
Взято с Мастер-Нож knives.com.ua
Первое, с чего следует начинать, это определиться с формами ножа и нарисовать эскиз.
Что-то вроде такого:

1. Изготовление клинка.
 |
Берем заготовку, переносим на нее контур клинка и вырезаем ножовкой или болгаркой. Я пользуюсь наждаком, с одной стороны которого стоит обычный круг, а с другой торцевой, в виде тарелки с отверстием в центре. |
 |
Выведение спусков самая кропотливая и ответственная работа, не следует пытаться сделать все за один раз, перенесите часть работы на другой день. Дело в том, что этот момент очень важный и напряженный, быстро устаешь и появляются ошибки, которые порой невозможно исправить – клинок испорчен и все сначала. Поэтому необходим отдых и свежая голова. Не следует сильно прижимать заготовку к камню, от этого образуются ямы и сильно перегревается металл. Почаще охлаждайте заготовку в воде. Следите за симметричным снятием металла с обеих сторон, ориентируясь по осевой линии на РК. |
 |
Очень полезно следующее устройство: двигатель, на оси которого закреплен круг с «липучкой». Меняя наждачки разных номеров, полировальные и шлифовальные круги, можно быстро очистить заготовку, отшлифовать и отполировать. С другой стороны на оси двигателя стоит алмазный круг, весьма полезная вещь. |
2. Изготовление больстера.
 |
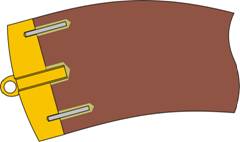
После выведения спусков приступаем к изготовления больстера. Для данного ножа больстер будет из куска латуни. На подходящем по размеру куске латуни делаем разметку будущей прорези под клинок и высверливаем ряд отверстий. Диаметр сверла для этого следует брать на 1,5-2 мм. меньше толщины клинка в районе больстера. Если больстер изготавливается из тонкой пластины 2-3 мм., то прорезь можно сделать с помощью дримеля отрезным кружком. После высверливания отверстий этим же сверлом высверливаем перегородки между отверстиями. Далее с помощью надфилей выравниваем и подгоняем прорезь под клинок. |
|
Эта операция так же является очень ответственной и важной, качество подгонки больстера под клинок сразу бросается в глаза и по нему можно судить об уровне мастерства, поэтому не следует торопиться, все делать аккуратно и внимательно, почаще примерять больстер к клинку. Вариантов взаимного расположения больстера и клинка множество, все зависит от типа рукояти. Чаще всего под больстер необходимо изменять геометрию пятки клинка. На данном клинке пятка клинка была немного обточена.
|
 |


3. Пайка больстера.
 |
Припаивать больстер к клинку не обязательно, многие этого не делают, моё мнение – лучше его припаять. |
 |
Еще для пайки необходима паяльная кислота. Приготовить ее можно в домашних условиях. Для этого необходима соляная кислота (HCl) и цинк (Zn). Цинк можно взять из негодного элемента питания, обычной круглой батарейки. Батарейку следует разобрать, снять верхний слой жести, картонную прокладку и добраться до цинкового стаканчика, темно серого цвета. Цинк легко разрезается ножом на кусочки и бросается в кислоту. На 100 г. кислоты необходимо примерно цинк с двух больших батареек. Когда цинк растворится в кислоте – можно приступать к пайке. Растворять цинк в кислоте необходимо на открытом воздухе – реакция идет с выделением тепла и водорода, курить возле баночки не рекомендуется. |
 |
Пайка начинается с облуживания клинка в месте посадки больстера, это место промазываем кислотой, на кончик паяльника берем немного припоя и касаемся паяльником места пайки. Хорошее качество пайки возможно только при условии хорошего прогрева спаиваемых деталей. Перемещаем паяльник вдоль облуживаемого участка. Должно получиться равномерное покрытие металла припоем. По мере необходимости добавляем припой и кислоту. После облуживания слегка выравниваем ножом или надфилем поверхность, удаляя излишки. |
4. Изготовление рукояти и сборка ножа.
 |
Размечаем место отверстия под хвостовик. Способов проделать отверстие под хвостовик множество. Я делаю следующим образом: сверлом 4 мм. высверливаю отверстие по длине хвостовика. Далее пилочкой для электролобзика выбираю отверстие под необходимый размер. Операция занимает 10-15 минут.
|

 |
Важный момент подгонки торца бруска под плоскость больстера. Кладу на стол лист наждачной бумаги и добиваюсь полного совпадения бруска с плоскостью больстера. Дальше заполняем отверстие эпоксидным клеем с наполнителем, вставляем хвостовик и под пресс. |
 |
Такая конструкция пресса, когда усилие прилагается к больстеру, а не клинку, позволяет более сильно сжать детали ножа и устранить все зазоры. Но при этом больстер должен быть припаян к клинку. |
|
После полимеризации клея переносим рисунок рукояти на брусок и вытачиваем рукоять. При этом используются ножовка, нож, напильники, наждачка. В результате этих нехитрых манипуляций должно получиться что-то вроде этого: |
 |
 |
Для навершия использовались латунная пластина и латунный болт. В пластине сверлится отверстие и нарезается резьба под болт. Шляпка болта обтачивается до необходимой формы. Чтобы болт не выкручивался, он пропаян с внутренней стороны. Навершие посажено на эпоксидную смолу. Для более прочного соединения используются два штифта, шпильки с резьбой М4. |
|
В пазы, проточенные в больстере и навершии, наматывается черная (или любого другого цвета) нитка и заливается прозрачной эпоксидкой. Также можно добавить в эпоксидку любого цветного наполнителя, для черного цвета хорошо подходит отработанный тонер лазерного принтера или ксерокса |
 |
В результате всех стараний должен получиться вот такой нож:
 |
 |
|
 |
|

Взято с Мастер-Нож knives.com.ua