 |
|
 Главная
Главная- Анатомия ножа
- Ножны
- Мастерская
- Материалы
 Процесс изготовления
Процесс изготовления- Заточка
- Темляк
- Ковка
- Дамасская сталь
- Булат
- Мокуме Гане
- Ювелирное дело
- Травление
- Химия
- Ножевой бой
- Ножевые интернет ресурсы
- Онлайн магазины
- Чертежи
- Книги
- Делаем первый нож
- Национальные ножи
- История ХО
- Нож. Общая информация.
- Knifehelp благодарит
- Последние обновления
Изготовление Lock-back folder от Neil Charity
Взято с knifenetwork.com

I am an avid reader of any folder material and I recommend the following 3 books, "How to make Folding Knives" by Ron Lake, Frank Centofante and Wayne Clay, "How to make Multi-blade Folding Knives" by Eugene Shadley and Terry Davis and "The Tactical Folding Knife" by Bob Terzuola.
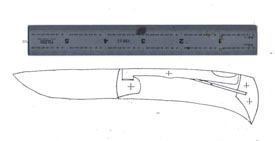
I use the Ron lake method to design my folders with particular emphasis on the profile of the piece in the open position, the top and bottom profiles should flow from the handle. I've attached a design that I use, with a scale to give you some idea of the size.
I also recommend that you either purchase a surface grinder or gain access to one, it makes life that much easier. You can build folders without one but it takes a long time and the first law of folder making is "everything must be flat and straight".
Once you have your design down on paper and are happy with run off about 20 photo-copies and cut out the handle cetion of one and glue it (with contact cement) to a piece of surface ground 3/16"-1/4" O1, drill the blade pivot with a #31 drill and then ream it with a 1/8" reamer, then drill the bar pivot hole and the 2 spacer holes with a 3/32" drill. Profile the piece of O1 to the line of your drawing and then remove the drawing with either petrol or acetone. Harden the template and either leave as quenched or you can boil it in water for a hour and should finish up witha hardness of around 63-64Rc.
This is your handle template, drilling guide and set-up block.
Attached is a photo of my template.

You gents will have to bear with me a while, the plan is that I'm building this folder as I go along. I buy my 416 stainless is a 3ft square by 3/16" thick sheet and cut off enough for a folder frame (2 of), bar and spacer, then I surface grind down to approx.5/32" and heat heat it to around 30Rc. This takes about a day (I've been out doing it today), so by tomorrow I hope to get into it properly.
One thing I should mention is the need to make sure that your drill press and/or mill drills at right angles to your vice. I did this by "clocking" the spindles in my mill and drill press and shimming up the stand to achieve the require result. If your holes are not at right angles your folder won't go together properly and in particular your blade won't lay straight in the closed position.
After heat treating the 416 frame that I have rough sawn to shape I clean it up on the surface grinder, to make sure that the 2 pieces are nice and flat. I then drill the blade pivot with a #31 drill and ream it with a 1/8" reamer, drop in a 1/8" pin and lay it over my template. I then clamp the 2 together and drill one of the spacer holes, drop in a 3/32" pin and drill the next one, drop in a pin and drill the third one (the bar pivot hole). I save all my old 3/32" drills, snap the fluted section off and use the shank as try pins. I repeat the process for the second piece of 416 so I end up with both sides drilled. I then paint lay-out liquid on each piece and using the template as a guide scribe right around the template. Stepping up to my vertical platen I grind each half to the scribed line and having done that I put the 2 sides together and match them as a unit with 240 grit. I then witness make each piece to show the outside of the left and right sides.

Fig. 1
From a photocopy I cut out the blade and glue it (with contact cement) to my blade steel, in this case a piece of ladder pattern stainless damascus from Stamascus Knife Works. The steel has been wash ground to .130" and whilst it is flat and even the finish is not to my liking. however I will clean it up later.
The next step is to drill the blade pivot hole. I use a 3/16" bronze bearing, which are available from the major suppliers, and they mike out at .189" exactly the same as a #12 drill, so I drill the hole first with a 1/8" drill, then with a #13 drill and finally with a #12 drill. The reason I do it like this is because I don't have a reamer that measures .189". I then cut out the blade on my band saw. When doing this make sure you leave plenty of meat on the bottom of the tang otherwise you won't be able to fit the piece up properly (the pointer in fig3 show where)
Figure2 and 3 show these results.

Fig. 2

Fig.3
The next step is to file and polish the blade notch. Place the blade in the filing blocks (I made these out of scrap D3 and they have been hardened to around 65Rc}. Using your drawing as a guide file and polish the front of the notch to 1200 grit and when your finished check that the front of the notch is at right angles to the top of the blade (It will lock up better this way). Tip: I put a little piece of offcut at each end of my filing block to make sure that the 2 halves tighten down evenly.
I then file and polish the rear of the notch. Again using your drawing as a guide place the blade in the blocks however drop the tip of the blade down 1-3 degrees off the vertical, this gives a slight taper to the notch and will accomodate and future wear. File and polish to 1200 grit.
That's the blade notch finished. Figure 4 shows what I mean about dropping the tip a bit.

Fig. 4

Fig. 5
Figures 6 and 7 show my jig for grinding the tang which should be a circle. The jig is nothing more than a 1/4" piece of mild steel that has been surface ground, a hole drill with a #31 drill and reamer to 1/8" aprox. 1/4" from one edge. A pice of 1/8" pin is dropped into the hole and the blade and bearing is placed on the pin so the whole thing rotates around the pin. Stepping up to my vertical pattern I grind this circle making sure that I keep the blade rotating otherwise you will grind a flat spot. I start with a 240 grit belt and go up to 1200 grit, I then hand polish with 2000 grit on a flat block.

Fig. 6

Fig. 7
I forgot to mention that when I've ground and polished the tang there is still plenty of meat left on the bottom of the tang, you can just see it in figure 7.
Before we move on to the lock-bar, there's one procedure that I go through, that is bringing the bearing to the correct size. I like to run my bearing .002"-.003" larger than the blade. First off I remove the drawing from the blade and then surface grind it .0005" at a time to give me a nice finish, in this case the blade finished up at .1235".
I have made this neat little tool (I dreamt it up all on my ownsome) that is simple and easy to use. I looked out a piece of scrap tool steel that has been surface ground, in my case D3 but O1 or similar will do, approx. 3" long 1/14" wide and 3/8" thick, the length and width are not important but it should around 3/8"-1/2" thick, next drill a hole with your #12 drill and then harden the piece, my runs out at 66Rc. Using a piece on 3/4" brass rod turn a length down to .189" making sure it is longer than the hardened pice of tool steel is thick, part off the 3/4" rod to leave a "cap" on the .189" leg, rather like a one legged stool. Place the leg in the piece of tool steel and using wet and dry on a flat surface sand the "leg" down flush with the tool steel surface. The main reason I used brass was because it is easy to sand down.
Cut a piece of .002" shim steel the size of the "cap" and drill a hole in the center with the #12 drill, place the shim "washer" on the "leg" on the brass stool.
All you do then to bring your bearing down to size is put the blade on the brass stool and place in the hole, drop your bearing in the other side and sand it down flush on a flat surface. If you want your bearing bigger simply change the shim. Figure 8 explains it a little better perhaps.

Fig. 8
OK gents here's the next installment, plenty of pictures so I hope that you all can follow me. First let me say that this is the way I fit the bar because it works for me, some guys fit the bar from the front, (I've done that too) but I find this easier.
Cut out, from your photocopies, a bar and a spacer and glue them to the appropriate pieces of 416 (spacer .1235" and bar .1215"). Figure 9 shows this and notice that I've left plenty of meat around the drawing.

Fig. 9
Clamp the spacer to the template and use it to drill the 2 holes, remove and cut the spring slot on the bandsaw. Put this aside for now.
Place the the bar in the filing blocks and file and polish to 1200 grit, the front of the bar. Remove and reposition the bar so as to file and polish the bottom of the lock-bar tab. Figure 10 shows how I position the bar in the blocks.

Fig. 10
Remove the bar from the blocks and radius, with wet and dry, the corner of the bar at the front and bottom. Scrape the drawing from the front 3/4" of the bar, clean with wet & dry and paint with marking fluid. When dry put the front of the bar against the front of the lock notch, twist the bar 90 degrees and using the rear of the notch scribe a line across the bar. Then with a steel scribe mark a line a couple of degrees from the bottom to the top. Figure 11 explains this a little better, you should be able to see the 2 lines that meet at the bottom of the bar.

Fig. 11
Put the bar front first into the filing blocks and line up on the tapered line (ie the line that was scribed on after marking with the rear of the notch). Using the edge of a file cut the back of the tab to about .100". What I am doing is filing a taper at the back and once we get the bottom corner of the back of the bar almost in I will straight the bar up until the bar wedges in. Figure 12 shows the bar in the filing blocks.

Fig. 12
At this early stage I don't polish the back of the tab, I finish with a worn mill file. Remove from the blocks and radius the bottom rear corner. Place the front of the bar against the front of the notch and hold up to the light, this will give you an indication of the amount of metal that still has to be removed. I now lightly rub some of the blue marking fluid off, just enough so I can still see my scribed lines. After you have used your filing blocks for some time they become highly polished (almost like a mirror) so when you repeat this process you'll find that you can actually see .001". Repeat this process taking off very small amounts, and slightly straighten the bar in the blocks. When I get close where the bar is starting to go in I polish the back with 600 grit.
This is the most crical stage so don't be in a rush, because if you take too much off you can't put it back. Normally it takes me about an hour to fit the bar and when I'm finished, the bar and the blade are one unit, I can hold the assembly by the rear of the bar and not see any light around the tab and the notch.
Figure 13 shows the bar fitted to the blade.

Fig. 13
Next step is to drill the bar pivot pin hole. On the template insert the blade pivot pin, bearing, blade and bar (as a unit), and rotate the bar/blade until the top and bottom profiles look OK (the top line on your drawing will give you a starting point). At this stage it should be obvious why I leave plenty of metal around the drawing, any small angular deviation from the liner of the front of the bar will raise or lower the rear of the bar. Once you are happy with the profiles clamp the blade/bar unit to the template across the notch (Figures 14 and 15 show this). I use a piece of pigskin to protect the blade/bar unit, then drill the bar pivot hole and drop in a try pin. Unclamp and raise the bar out of the blade. With your finger acting as a spring lock the bar to the blade, there should be no movement between the 2 pivot pins and the lock.

Fig. 14

Fig. 15
Notice on figure 14 that the top of the bar is below the line of the drawing, so I now grind down to this line (it still leaves me metal to remove) and I also grind the bottom of the bar to a line from the top of the rear of the tab to a pint about 1/16" below the bottom of the drawing. Figure 16 explains this better. Rotate the blade into the closed position. If you haven't ground enough off the bottom of the bar the blade will hit the bar. With the blade in the closed position the top of the bar should be below the position it was when in the open position. If not, you will have to make a new blade and bar. Remember when I profiled the blade I left extra meat at the bottom of the tang, well this is the spot that determines where the bar is in the closed position.
Figure 16 shows the tip of the blade well below the bottom of the handle yet the top of the bar is well below the position it was in the open position. By removing metal at point 1 it raises the tip of the blade, removing metal at point 2 drops it in. In this case I've got plenty to play with.

Fig. 16
Figure 17 shows the spacer drawing glued to the 416 (I did this earlier remember). I now cut it almost to the line on the drawing, remove the drawing and lightly countersink the holes and I also remove the drawing from the bar and lightly countersink the bar pivot hole.

Fig. 17
I now put the spacer and blade between the 2 sides of the folder and grind the spacer flush (I put the blade in to keep the sides parallel), remove the spacer and de-burr. I had cut the spring slot on my bandsaw previously however my spring material (which I buy from Texas Knifemakers) is 1/8" wide and 1/16" thick so I need to open up the cut. I do this using a 1.5mm "gaping file", which is a file with teeth only along the edge (see picture). 1.5mm is only .004" thinner than 1/16" so I can remove the excess on my belt grinder satisfactorily and I also reduce the width to less than .1235". The following is a not very good picture of my file.

I then place the spacer on one of the folder sides, put the blade in and rotate it to the closed position and mark the bottom of the spacer with the shape of the cutting edge.
With a pair of dividers I measure, from the drawing, the distance from the bar pivot to the front of the spacer and using that distance I put one leg of the dividers in the bar pivot hole in the folder frame and scribe a line on the spacer (after marking it with fluid), I do the same with the bar. I then grind to the line (Figure 18 shows all my marks).

Fig. 18
Before I go any further I want to stress that all of the curves are set up to suit my machines. The distance from the bar pivot hole to the front of the spacer is approx. 1-3/4" as I have a 3.5" contact wheel and the curve from the bottom of the tang to the kick is ground on my 1.5" contact wheel. Figure 19 shows the spacer and bar ground to fit and the bottom of the spacer ground to accomodate the blade in the closed position. The red mark you can see is where the spring comes to and I now cut the spring and fit it in the spacer. To keep the spring out of the way of the blade (in the closed position) I grind a step in the bottom of the bar. I also bend the spring to increase the tension.
Figure 20 shows the spacer, spring and bar all fitted together.

Fig. 19

Fig. 20
Notice the mark that I have numbered "3", with the blade in this is the position of the bar in the open position, depress the bar and swing the blade to the closed position. If there is enough tension on the spring the blade should spring closed, if not just bend the spring some more. With the blade in the closed position "3" should be below the top of the spacer. With this particular piece I've left enough meat at point "1" to ensure this. On my 1.5" contact wheel I CAREFULLY grind some of this metal away which raises the bar in the closed position and also raises the tip of the blade out of the frame (I grind on a 240 grit 3M trizact belt). As the bar starts to raise up to go to a 600 grit belt, which is slower to remove metal. When the bar is close to the mark I stop, at this stage. Figures 21 and 22 show the folder fitted up and functioning properly.

Fig. 21

Fig. 22
I now assemble the whole knife and in the OPEN position I grind the bar flush with the frame. I dis-assemble, remove the burrs and reassemble and put a single drop of oil in the mechanism. With a brass push rod I depress the lock-bar and close the blade, yes the bar is still below the level of the frame (at the spacer) and has a nice action. Hot dog.
Figures 23 and 24 show the knife finished to this stage. The red line is end of my grind.

Fig. 23

Fig. 24
I will now grind, polish and heat treat the blade.
Before I heat treat the blade I will relieve the frame (to prevent scratching of the tang).
I marked out and hollow ground the blade on a 10" wheel, first with a 60 grit belt and then a 240 grit belt, and being impatient I did a trial etch with a cotton tip on the blade to see what it will look like. Doesn't look too bad. Figure 25 shows the result.

Fig. 25
Having ground the blade I can now relieve the frame (liners). First off I put the bar on the frame and mark the bottom, then mark where the plunge cuts on my grind come to on the frame and extend this to the line marking the bottom of the frame. I then put the blade pin, bearing and blade on the frame and mark the front of the notch and the circle subscribed by the tang, I then repeat the process for the other frame half. Figure 26 shows my marks.

Fig. 26
I relieve the frame halves (liners) on my mill-drill using a 1/8" bottom cutting solid carbide burr running at 2100 rpm on a rotary table on which I've mount a milling plate. The frame rotates around the pivot pin and is a lot easier than manually scraping the frame and the end result is much better. The milling plate is centerd over the center of the rotary table and all I do is drop the frame on, set my downfeed counter to zero and mill off .004". Figure 27 shows the frame set up on the table and it has been milled out.

Fig. 27
I repeat the process for the other frame half then go round the milled edges and remove the burrs.
Figures 28 and 29 show the finished result. By putting the 2 halves together you can get a better appreciation of the effect of .004" off each side. This will eliminate the possibility of the tang being marred with ugly scratches in the end result.

Fig. 28

Fig. 29
My rotary table has a 6" table with the centre having a #3 morse taper. This plate is made from 3/8" mild steel plate measuring 4" x 6" and a plug that has a 1/4" hole drilled in the center and has been turned on my lathe to a #3 morse taper. Into the 1/4" hole I've pressed a folder bearing with a 1/8" centre hole. Figure 30 shows the parts of the milling plate and Figure 31 shows the plate on the roary table. The other holes have been drilled and tapped for clamps to hold the folder frames flat.

Fig. 30

Fig. 31
Bear with me, I've quenched the blade and it's sitting in the deep freeze for 3 days before I temper it. I've milled out the frames and fitted the handle slabs, however there's a lot of pictures in this one (11 altogether) which I have to download, adjust, then upload and a fair bit of typing, so it's going to take me a while. I should be able to do it tomorrow (wednesday our time) but in the meantime just to keep you all interested I've taken some photos of a couple of grinders I use (don't look too close at the background please). The first 2 are different views of my vertical grinder with a 9" disc on the side, I use the disc for dovetailing the handle slabs (the table is set at 60 degrees) and the platen and it's assembly are removable. I remove the platen and slack belt polish the handle and I can remove the assembly and install my 3.5" contact wheel.

Fig. vg1(a)

Fig. vg1(b)
The next image is of a little air grinder that I bought from Harbour Freight Company and I use it to polish the release cutout amongst other things.

OK, I,ll now mill out the frames and fit the handle slabs.
All measurements from now on will be in millimetres (mm) with imperial values in brackets, mainly because the counters on my mill are in metric so I've become used to it. The first task is measure the thickness of the frame half which in this case is 3.80 mm (.150").
Figure 32 shows my mill plate on which I can mill both frame halves simultaneously, all the small holes are the spacer pins of different styles of folders. Figure 33 shows the frame halves attached and clamped down, note the locating pins, the red lines are approx. where I want the bolsters to finish. Figure 34 is the plate on the table of my mill, the 2 bolts in the foreground are used to register the plate so that the front and back bolsters are always at right angles to the axis of the mill. I used these 2 T bolts when I initially set up the plate.

Fig. 32

Fig. 33

Fig. 34
I mill out the frames with a 5/8" 60 degree dovetail cutter running at 350 rpm. With the frames and plate clamped down on the mill I zero the downfeed counter and set the tables stops to where my bolsters lines are. I like to leave a thickness of approx. 1.3-1.5mm (.050"-.060") for the liner. Then taking cuts of .25mm (.010") and using plenty of cutting oil I proceed to mill out the frame halves. With the guts of the frame mill out I run up to one of the stops and set the mill table counter to zero and then loosen the stop and then taking .25mm (.010") cuts I mill the dovetail and when one end is completed I reset the stop and wind back and cut the other dovetail of the frame. Remove the frame halves from the plate and de-burr the edges. Figure 35 shows the finished result.

Fig. 35
The next step is to put in this release cutout, I reassemble the knife (minus the blade) and mark where I want the cutout to be and roughly draw the shape making sure that the bottom of my mark is higher than the bottom of the lockbar. I dis-assemble and pin the 2 halves together and using a half-round file I file in the cutout. I clean up the file marks with my little air-grinder (to 800 grit). Figure 36 shows the marks and Figure 37 shows the result.

Fig. 36

Fig. 37
The next step is to fit the handle slabs and in this project I've selected to use some really nice Arizona Desert Ironwood burl which I purchased for a very reasonable price from a guy in the Arizona called Don O'Gara at http://www.ironwoodbydon.com. Figure 38 shows the material but unfortunately the image doesn't do it justice.

Fig. 38
Using a pair of vernier calipers I measure the distance from the bottom of the front bolster dovetail to the bottom of the rear bolster dovetail, in this case about 60mm (2.3"). This is a starting point only. I sand each handle flat and with a square I mark a line at right angles to the top and using my disc grinder I grind the 60 degree dovetail. Measuring off 60mm plus a bit I mark another line at right angles to the top and grind the other dovetail and check the result against the frame (this gives me an idea of how much more I have to grind off), I mark another line back a bit and carefully grind down to it constantly checking it against the frame until the slab is a push fit in the frame (the last little bit I sometimes sand off with 120 grit wet and dry on a flat plate). With one side fitting I repeat the process for the other frame, the second one is easier as I can use the first slab as a guide. When the slabs are fitting I mark the frame edges on the inside of the slab. Figure 39 shows the inside of the finished marked out slab. Figure 40 shows the handle slab in position.

Fig. 39

Fig. 40
Next I glue the slabs on the frame. I use loctite 324 speedbonder and activator, a 2 part adhesive that goes off in about 5 minutes. I put the activator on the frame and the adhesive on the handle slab (if you follow the instructions you have plenty of time) and I slide the handle slab up to my marks and clamp the whole thing to a flat aluminium plate over which I've placed a piece of grease proof oven paper (my wife uses it when baking cakes). I remove the frame after 5 minutes or so and wipe off the excess and, on the bandsaw, trim off the excess slab. I repeat the process for the other half. With both handle slabs glued and trimed on their respective halves I pin both together and grind the slabs down to the frame (finishing with 240 grit) and grind and polish (to 800 grit) the release cut-out. Figure 41 shows the frame clamped up on the aluminium plate. Figures 42 and 43 shows the slabs finished to the frame.

Fig. 41

Fig. 42

Fig. 43
Before I start to shape the frame I need to drill the bar pivot pin hole in the slabs, in this folder I use a blind pin so I drill into the slab around 1.5mm (.060") and repeat for other side. Next I cut a pin to suit and try it between the 2 frames.
The shaping stage is all done by eye, this is where your skill as a knifemaker comes in. First off I mark the centerline of the bolsters at the front and rear of the handle and then using brass pins I put the 2 halves together. Then starting at the front on the handle, on my 10" contact wheel, I grind a taper from the marked center line to the rear of the front bolster. I use a fresh 60 grit belt for this, to cut down on heat, go carefully and as I get near the rear of the front bolster I turn the handle around so as to grind away from the bolster and into the timber slabs (this minimizes the risk on undercutting the bolsters). Once the front bolster is tapered I extend the taper up to the front of the release cut-out, I then repeat the process for the other half. Once I'm happy that the tapers are even on both sides of the handle I grind a taper in the rear bolster using exactly the same proceedure. As I'm doing this I continually refine the front and rear tapers to finally give me a swell in the handle somewhere about the front of the release cut-out. I am also continually dipping the bolsters in my water bucket to keep them cool and when I'm grinding the ironwood itself I keep the handle moving to stop burning the timber. Once I'm happy with the effect I want I go over both sides with a 240 belt, to remove most of the 60 grit marks. Remember to keep the handle moving. Figure 44 shows what I finish up with, compare this with Figure 43 and it gives you an idea of how much material I've removed.

Fig. 44
I then go back to the 60 grit belt and carefully round the bolsters and take the sharp edges off the slabs, once I'm happy with the general effect I go over it with a 240 grit belt. Figures 45 shows the rough shaping at this stage, if you look close you can see some of the 60 grit scratches, I'll clean them up during the next stage.

Fig. 45
All the rest of the shaping is done by the slack belt method and I now remove the platen from my grinder and I start off with an A65 3M trisac (approx.240 grit). I use these belts because they outlast anything I've ever used.
The following image shows the grinder set up (yes that's the dog's bowl in the background).

Fig. vg1(c)
I start to grind/polish at the front bolster removing the scratches and refining the shape as I go, then as the scratches disappear I move onto the timber, carefully because this timber is easy to burn. I then do the other front bolster and move on to do both rear bolsters. Once I've got all the deep 60 grit scratches out (I check this using my opti-viser) I repeat the process with an A30 trisac belt (approx. 600 grit).
I now stop and apply a gunstock sealer (which dries in about 5 minutes). When this is dry I put on an A16 trisac belt and remove all the A30 scratches. Note as the grit sizes get smaller the easier it is to burn the timber so KEEP THAT HANDLE MOVING.
Figures 46 and 47 shows the end result, man this is a really nice piece of desert ironwood.

Fig. 46

Fig. 47
I now apply a product called "Fine Buffing Oil" which I believe is very similar to Tung Oil and leave it for 10 minutes then wipe off the excess and buff it with a soft cloth, I put it aside for a hour to dry. When it is dry I separate the 2 halves and clean up the inside of the frame of sealer and buffing oil.
Next step is to polish the bottom of the bar (to 1200 grit) and also the blade (to 1200 grit), bring the bearing down to the correct size (.002"-.003" bigger than the blade) and then assemble the whole knife. I do not do the final fit up yet as I like to "work the mechanism in" to remove any initial "wear", I apply a couple of drops of "sperm whale oil" that I have and sit down for a couple of hours and operate the knife.
Figure 48 shows the assembled knife and it looks really cool and it walks and talks like a dream (it "pops" when I depress the lockbar).

Fig. 48
After working the knife for a couple of hours I dis-assemble the folder and I now do the final fitup, first checking that the bar is flush with the top of the frame in the open position, if it has dropped in a tad I grind it flush and finish with 1200 grit. I now remove metal from point 1 (see earlier installment) with a A16 trisac belt and carefully adjust the bar in the closed position to sit flush with the frame. I usually have to remove the blade from the frame quite a few times until I'm happy. If the tip of the blade starts to move out of the frame remove a bit from the kick (point 2).
With the final adjustment done I remove the blade and polish off any scratches, gegrease with acetone and paint the tang, lock notch, inside the pivot hole and surrounds with nail polish. Figure 49 shows what I mean.

Fig. 49
Next step is the jewel the frame and bar. Assemble the spacer, spring and bar on one half and scribe their inside outline on the frame, repeat for the other half. Usually I only jewel up to this line but in this case I've done all the inside of the frame except the circle that the tang rides on. I use a little tool I bought from Koval Knife Supply some years ago, it uses cratex points and it's excellent. The tool fits in the drill press and I lay the frame on a block of wood which has a piece of leather glued to it to prevent scratching. Figure 50 shows the frame halves and bar jewelled together with the tool.

Fig. 50
I now etch the blade and in this case I'm using battery acid (weak sulphuric acid - 30%). It gives me a bright etch and takes about 40 minutes to get the desired result. Figure 53 shows the etched blade (I apologize for the quality of this image, the light today is a bit bright but you get the idea). I've also put my logo on and I usually sharpen the blade at this stage.

Fig. 51
The folder is now ready for final assembly which I do in 2 stages. Stage 1: I assemble the spacer, spring, bar and blade pivot pin with its bearing on one half and then the second half. I now peen the two spacer pins (don't be afraid to really hit these) making sure that the pins really swell out into the holes, I grind then down a bit and go over them with the ball end of my hammer. Stage 2: I remove the pivot pin (and bearing), put the bearing in the blade and insert the blade into the frame and insert the pin. Clamping the top of the frame with a pair of needle nose vice grips I peen the blade pivot pin, first one side and then the other. I grind a bit off the swelled pin and go over with the ball end to make sure the pin has swelled out properly. Don't be afraid of hitting it too hard, I really belt mine ptetty hard. Figure 52 shows all the parts ready for assembly, Figure 53 shows my "peening post" which is a stamping punch from a metal fabricator (yes that's the overseer in the background) and Figure 54 is my hammer, it's a small ball peen.

Fig. 52

Fig. 53

Fig. 54
Figure 55 shows the knife clamped in the vice grip pliers, the piece of pigskin prevents scratches.

Fig. 55
I remove the clamp and add a few drops of machine oil to the mechanism and depress the lock-bar. GREAT!!! everything works fine and even if it was a bit tight by opening and closing the blade a few time things WILL free up, believe me. Figure 56 shows the folder in the closed position with the peened pins visible.

Fig. 56
I now open the knife and grind almost all the pins down to the frame on the 10"contact wheel using a 240 grit belt. I then slack belt grind/polish start with the A65 grit trizact belt and finish with a worn A16 belt. Finally I wash the whole knife out with automotive prep-wash and blow dry with compress air, add a couple of drops of whale oil AND THAT'S IT, BABY, another one finished. Figure 57 shows the finished piece, serial number 010101.
Fig. 57
Well gents, here's the finished product.
